English
English عربى
عربى
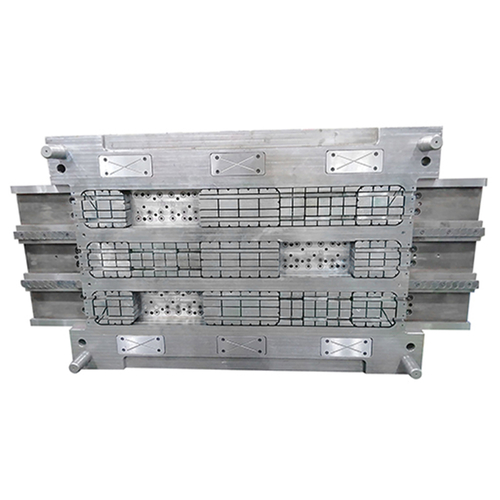
قالب حقن البليت هي آلة تصنع الأجزاء البلاستيكية عن طريق الضغط على مادة بلاستيكية في اتجاه معين. غالبًا ما تستخدم هذه الأنظمة لإنتاج مكونات مثل أجسام السيارات أو مكونات المعدات الإلكترونية أو حتى المنتجات الصناعية.
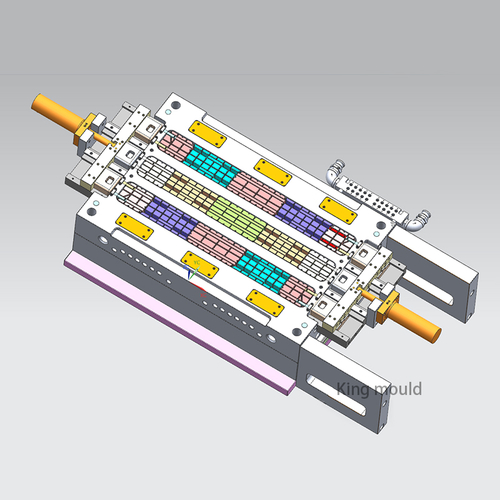
أنظمة الحقن بالضغط العالي والمنخفض
إذا كنت تبحث عن قوالب حقن لمنصاتك البلاستيكية ، فمن المحتمل أنك كنت تفكر في أنظمة صب الحقن ذات الضغط العالي أو الضغط المنخفض. ومع ذلك ، فإن عمليات القولبة بالحقن هذه لها مزايا وعيوب مختلفة. في بعض الحالات ، يفضل المصنعون واحدًا على الآخر ، خاصة إذا كان لديهم موعد نهائي. ومع ذلك ، إذا كانت عملية الإنتاج الخاصة بك تتضمن العديد من التصميمات المعقدة ، فقد ترغب في التفكير في طرق الضغط العالي. تتمثل ميزة هذه الطريقة في أنها تتيح لك إنشاء مجموعة متنوعة من الأشكال والتشطيبات. يمكنك أيضًا الحصول على منتج عالي الجودة.
الفرق الرئيسي بين أنظمة الحقن ذات الضغط العالي والضغط المنخفض لقوالب البليت هو ضغط الحقن. تستخدم طرق الحقن بالضغط المنخفض 50 إلى 200 رطل / بوصة مربعة ، بينما تستخدم أنظمة الحقن ذات الضغط العالي ما يصل إلى 400 بار. تحتوي آلات الحقن ذات الضغط العالي على أجهزة لولبية ، بينما تستخدم آلات الحقن ذات الضغط المنخفض الخراطيم ومسدسات الغراء. عند تحديد النوع الصحيح لنظام القولبة بالحقن لتطبيقك ، يجب أن تضع في اعتبارك العوامل التي تؤثر على جودة منتجك النهائي. على سبيل المثال ، درجة حرارة مادة بلاستيكية لها تأثير كبير على سرعة تجفيفها. هذا يعني أنك بحاجة إلى توخي الحذر لتقليل الحرارة المتولدة أثناء عملية القص.
من الأمثلة الجيدة على كيف يمكن أن تكون أنظمة الحقن بالضغط العالي أكثر فعالية من أنظمة الحقن ذات الضغط المنخفض عند إنتاج المكونات الإلكترونية. من خلال عملية الضغط العالي ، يمكنك التأكد من الحصول على منتج نهائي عالي الجودة. بالإضافة إلى ذلك ، يمكنك الاختيار من بين مجموعة متنوعة من المواد البلاستيكية. من الأفضل التمسك براتنجات البولي يوريثين الأنسب لهذه الطريقة.
ميزة أخرى للحقن بالضغط العالي هي القدرة على إنشاء أسطح محكم. يمكن استخدامه لإنتاج مكونات مختلفة مثل المفاتيح وأجهزة الاستشعار والكاميرات. بالإضافة إلى ذلك ، تنتج العملية نفايات أقل من طرق الضغط المنخفض.
ميزة أخرى لأنظمة الجهد العالي هي القدرة على إنشاء تصميمات معقدة. سيكون لديك سيطرة أكبر على المظهر النهائي لأجزائك بالإضافة إلى اختلافات الألوان. من ناحية أخرى ، فإن الحقن بالضغط العالي أبطأ من عمليات الضغط المنخفض. كما أنها ليست قابلة لإعادة التدوير مثل عملية الضغط المنخفض. بالإضافة إلى ذلك ، غالبًا ما تكون درجات الحرارة أعلى ، مما قد يؤدي إلى إتلاف الإلكترونيات الحساسة.
يعتبر قولبة الحقن بالضغط المنخفض خيارًا ممتازًا للتصميمات البسيطة ، مثل تلك الموجودة في النماذج الأولية. كما أنه يوفر الوقت والمال ، مما يجعله خيارًا أفضل من الجهد العالي. علاوة على ذلك ، يمكن أن تؤدي هذه الطريقة أيضًا إلى نتائج أسرع. تستخدم عملية الضغط المنخفض مواد لاصقة أرخص وآلات أصغر من طرق الضغط العالي التقليدية.
سواء كنت تفكر في نظام الضغط العالي أو الضغط المنخفض لقالب البليت التالي ، تأكد من أن لديك التصميم والمعدات الأكثر كفاءة. خلاف ذلك ، قد ينتهي بك الأمر بمشكلات من شأنها أن تقلل من جودة منتجك.
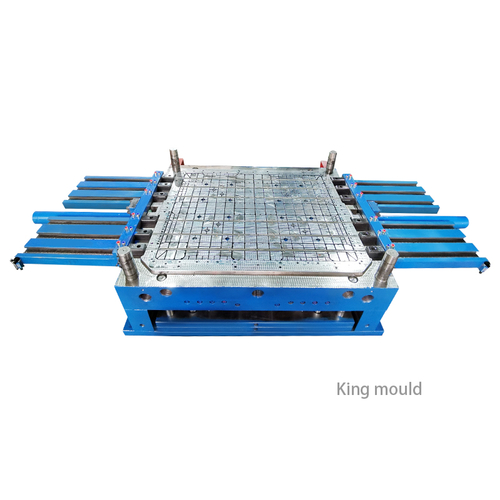
إخراج من الجهاز
واحدة من أهم المهام للمشغل هي تفريغ التشكيلات من الجهاز. يتم ذلك بمساعدة عدد كبير من الأجهزة ، أحدها عبارة عن حاقن. يتكون القاذف في الواقع من جزأين ، مفصل ثابت ومكون متحرك. من أجل ضمان سلامة آلية الطرد ، فإن الجهاز المذكور أعلاه مزود بواقي علوي. من ناحية أخرى ، فإن الأجهزة المذكورة أعلاه معرضة للعديد من المخاطر. تشمل بعض الحوادث الأكثر بروزًا اصطدام الرافعات الشوكية بالقاذفات ، وعوارض خرسانية ترتد عن الحراس العلويين ، والرافعات الشوكية التي تقذف الناس من الآلات. كما هو الحال مع أي مهمة تصنيع ، فإن التخفيف المناسب للمخاطر هو اسم اللعبة.
ليس هناك شك في أن القاذف هو الجهاز المفضل لإزالة التشكيلات من الجهاز ، ولكن من المعروف أن الأجهزة المذكورة أعلاه لها عيوبها. على سبيل المثال ، قد يكون من الصعب البدء بيد واحدة ، وبالتالي فإنها تشكل خطر الإصابة. أيضًا ، قد يكون من الصعب تغيير موضعها بعد أن تؤدي الحاقنات وظيفتها. بالإضافة إلى ذلك ، يمكن حماية فتحة التغذية بالوسائل الميكانيكية المذكورة أعلاه. لذلك ، من مصلحتك الفضلى استشارة مورد مطلع قبل تشغيل معدات المعايرة التلقائية للتأكد من أن المعدات المذكورة أعلاه سوف تلبي احتياجاتك.
بالعودة إلى المحاقن المذكورة أعلاه ، من الجدير بالذكر أيضًا أن هناك العديد من العناصر المساعدة التي من الأفضل تركها بدون محاذاة. يتضمن ذلك أداة متعددة المحاور تمكن المستخدم من تدوير الوحدة 360 درجة ، ووحدة دوران لضبط موضع المكونات المنقولة المذكورة أعلاه. ميزة أخرى رائعة هي مقبض التراجع المذكور أعلاه ، وهو أداة تسمح للمشغل بتغيير موضع الوحدة بسرعة. وبالمثل ، إذا كانت الآلية المذكورة أعلاه كبيرة جدًا بالنسبة لصبر المشغل ، فإن الأسطوانة القابلة للدوران أمر لا بد منه لتسهيل إعادة ضبط الوحدة بسلاسة. تشمل الميزات البارزة الأخرى نظامًا هيدروليكيًا لتغيير موضع الوحدة ، وواجهة قابلة للبرمجة لتطبيقات مختلفة ، ومئزر مقاوم للعبث للحفاظ على المكونات المتحركة المذكورة أعلاه سليمة. أخيرًا ، يجب أن تكون الأجهزة المذكورة أعلاه مصحوبة ببرنامج تدريبي للسلامة للتأكد من أن المشغلين على دراية كاملة بميزات الأجهزة المذكورة أعلاه.
ومع ذلك ، فإن الجزء الأكثر إثارة للاهتمام حول الحاقن المذكور أعلاه هو الحجم الهائل للتشكيلات التي يمكن للوحدة إخراجها. لحسن الحظ ، يمكن أن يعزى ذلك إلى المكونات النشطة المذكورة أعلاه التي تم تجهيزها بمعرفات فريدة يمكن إرجاعها إلى أصلها الأساسي. في الواقع ، هذا شرط أساسي لتشغيل المكونات النشطة المذكورة أعلاه. من المتوقع أن تكون الوحدات المذكورة أعلاه هي العناصر الأكثر استخدامًا في التجميع ، لذلك من الأفضل دائمًا التركيز على الوحدات المذكورة أعلاه.
الموقف المنبثق الصحيح
بالنسبة لبعض الأجزاء البلاستيكية ، يلزم وجود استراتيجية طرد قوية لتقليل مخاطر الكسر. هذا يساعد على ضمان الجودة ويقلل من الوقت والجهد المبذول في تصنيع الأجزاء. اعتمادًا على الجزء ، تتوفر مجموعة من الخيارات المنبثقة المختلفة. وتشمل هذه الدبابيس والمآخذ والقضبان والغمازات وألواح التجريد.
تتمثل الخطوة الأولى في إيجاد توازن بين عدد المحاقن ومساحة السطح للجزء الذي يجب رشه. من الناحية المثالية ، يبدأ تصميم نظام الطرد بالقالب. ثم قم بتكييف الأجزاء. بالإضافة إلى حجم وظيفة القاذف ، يؤثر الراتينج أيضًا على اختيار القاذف.
اعتمادًا على الجزء والراتنج ، يجب مراعاة موضع إخراج قالب صينية الحقن. بشكل عام ، يجب أن يخرج دبوس القاذف الجزء بالتساوي دون ترك أي تجاعيد أو تجاعيد في الجزء. أيضًا ، يجب أن يدعم هيكل القالب دبابيس القاذف ، وإلا فقد تنحني دبابيس القاذف.
من أجل ضمان قوة موحدة أثناء عملية الطرد ، يجب على القاذف أن يشد الزنبرك مسبقًا. يجب أن يكون حجم الزنبرك ليوفر ضعف وزن مجموعة ذراع الدفع / اللوح الدبوس. باستخدام هذا التصميم ، لن يتجاوز إجمالي ضغط القاذف أبدًا 35٪ من الطول الحر للقاذف.
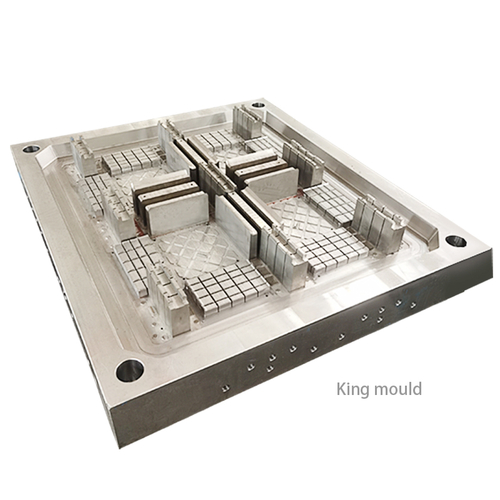
أفضل وضع لطرد قالب صينية الحقن هو الذي يوفر مساحة كبيرة من السطح وله دعم هيكلي جيد. يجب أيضًا أن يكون على اتصال بأكبر عدد ممكن من القضبان. يمكن أن يكون السطح المقعر مفيدًا لأنه يوفر سطحًا موازيًا لخط الفصل.
اعتمادًا على الجزء ، قد يكون موقع الطرد على نصف الجانب B من القالب. لا تحتوي بعض التصميمات على أي سطح يمكن للحاقن الدفع ضده. في هذه الحالة ، يجب وضع دبوس القاذف على البوابة الفرعية لضمان القص المناسب.
الخطوة التالية هي تحديد درجات حرارة اللوح ولوح التجويف. يمكن تحديد هذا تجريبيا. ومع ذلك ، من المهم أن نفهم أن درجة الحرارة غير معروفة حتى يتم ملء الجزء. بالإضافة إلى ذلك ، تنخفض درجة الحرارة أثناء مرحلة الحقن. لذلك ، من المهم تبريد المنتج في هذه المرحلة.
إذا لم يكن هناك ما يكفي من دبابيس القاذف في موضع إخراج قالب صينية الحقن ، فقد يتشوه الجزء أو يعلق في التجويف. مع زيادة عدد الحقن ، يزداد خطر تلف الحاقن.
بالإضافة إلى الموقع المنبثق ، يجب أيضًا مراعاة إنشاء صينية بلاستيكية. يمكن أن تكون القوالب التي تحتوي على عدد كبير من الحقن باهظة الثمن أيضًا. يمكن أن يكون لاختيار مكونات القاذف ومستوى صيانتها تأثير أيضًا على التكلفة طويلة الأجل لعملية التشكيل.
الاستعمال:
تُستخدم المنصات البلاستيكية بشكل شائع لتسويق المنتجات ذات الدوران العالي و / أو المنتجات الضخمة. تقلل هذه المنصات من خطر إتلاف المنتج عن طريق نقله من نقطة إلى أخرى. هذا لأنك سترفع المنصة فقط دون لمس المنتج.
ميزة من البلاستيك البليت:
أسهل في النقل. آمن للجميع. تشغل مساحة أقل. أكثر مرونة وتنوعًا. تتمتع بعمر أطول من المنصات الخشبية.